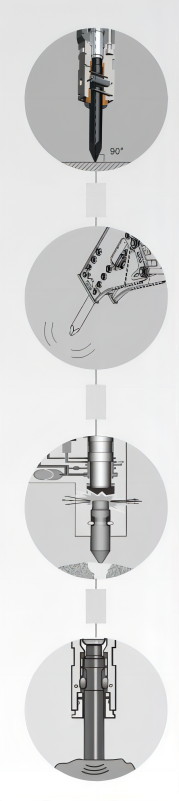
Vinnuhorn
Það er mjög mikilvægt að viðhalda réttu 90° vinnuhorni miðað við vinnuflötinn. Ef ekki, mun það styttast og hafa neikvæð áhrif á búnaðinn, svo sem hátt snertiþrýsting milli verkfæris og hylsa, slit á yfirborðinu og brotna verkfæri.
Smurning
Nauðsynlegt er að smyrja verkfærið/hylsun reglulega og notið rétta gæði smurolíu fyrir háan hita/háþrýsting. Þessi smurolía getur verndað verkfærin gegn miklum snertiþrýstingi sem myndast vegna rangs vinnuhorns, vogunar og óhóflegrar beygju o.s.frv.
Tómt skot
Þegar verkfærið snertir ekki eða aðeins að hluta til vinnuflötinn, mun notkun hamarsins valda miklu sliti og skemmdum á hlutunum. Þar sem skotið er niður á festipinnann mun það eyðileggja efri flata radíus festingarinnar og festipinnann sjálfan.
Verkfæri ætti að skoða reglulega, til dæmis á 30-50 klukkustunda fresti, og slípa skemmda svæðið. Athugið einnig verkfærið við þetta tækifæri og sjáið hvort hylsurnar á verkfærinu séu slitnar eða skemmdar, og skipta þeim síðan út eða gera við eftir þörfum.
Ofhitnun
Forðist að slá á sama stað í meira en 10–15 sekúndur. Of lengi getur það leitt til mikils hitamyndunar á vinnusvæðinu og valdið skemmdum sem mynda „sveppalaga“ lögun.
Endurnýjun
Venjulega þarf ekki að endurnýja meitillinn, en ef hann missir lögun sína á vinnuendanum getur það valdið miklu álagi á verkfærið og hamarinn. Mælt er með endurnýjun með fræsingu eða beygju. Ekki er mælt með suðu eða logskurði.